What is SPQRCE in Manufacturing?
Introduction to SPQRCE in Manufacturing
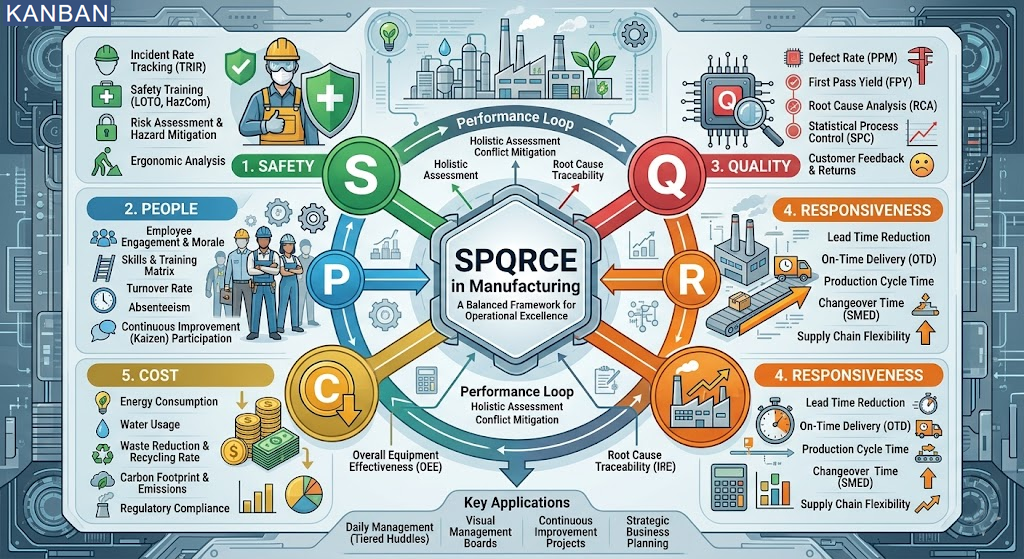
SPQRCE in manufacturing is essential for organisations aiming to improve operational performance, workforce engagement, and customer satisfaction. SPQRCE (Safety, People, Quality, Responsiveness, Cost, Environment) provides a structured framework for monitoring and improving key manufacturing activities.
This approach enables organisations to maintain better control over production processes while aligning operational activities with wider business goals. SPQRCE helps teams focus on measurable outcomes and continuous operational improvement.
By integrating SPQRCE into daily management routines, organisations can quickly identify performance gaps, respond to operational issues, and improve communication across departments.
The framework supports a proactive management culture where decisions are driven by real-time operational data rather than assumptions or delayed reporting.
In modern manufacturing environments, SPQRCE is increasingly used to strengthen lean manufacturing practices, improve collaboration, and support sustainable growth.
SPQRCE also encourages a balanced approach to operational management by ensuring that both people and performance are given equal importance.
This creates stronger alignment between operational efficiency, workforce wellbeing, and customer expectations.

Understanding the SPQRCE Framework
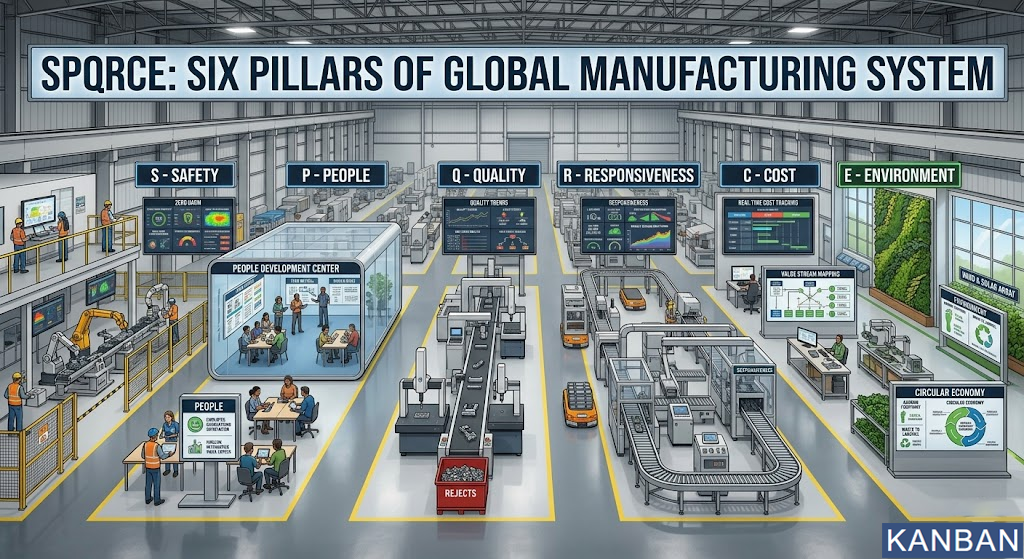
The SPQRCE framework focuses on six critical areas that directly influence manufacturing success and operational stability.
Safety ensures that employees operate in a secure environment with reduced exposure to workplace risks and hazards.
People focuses on workforce engagement, communication, collaboration, and employee development.
Quality ensures that products consistently meet required specifications and customer expectations.
Responsiveness measures how effectively organisations react to production issues, customer demands, and operational changes.
Cost management focuses on controlling operational expenses while improving efficiency and reducing waste.
Experience relates to both employee and customer experience, ensuring satisfaction, trust, and long-term business relationships.
Together, these elements create a comprehensive framework for managing manufacturing operations more effectively.
Visual Management in SPQRCE
SPQRCE is commonly implemented using visual management systems such as boards, dashboards, and digital performance displays.
These tools provide clear visibility of operational performance and allow teams to monitor key metrics in real time.
Visual indicators such as charts, colour coding, trend graphs, and alerts help identify issues quickly and improve decision-making.
This approach supports faster responses to operational problems and encourages immediate corrective actions.
Visual management also improves communication between departments by ensuring that everyone works with the same information.
It creates greater transparency and helps teams remain focused on shared priorities and targets.
Clear visibility of performance data encourages accountability and improves operational discipline across the organisation.
Daily Monitoring and Continuous Improvement
SPQRCE supports structured daily monitoring through routine review meetings and performance discussions.
Teams review operational data, assess performance against targets, and identify areas requiring improvement.
This process helps organisations maintain consistency while improving responsiveness to production challenges.
Daily monitoring ensures that small issues are identified early before they develop into larger operational problems.
Continuous review of operational performance encourages teams to take ownership of improvement activities.
Over time, this structured approach leads to increased efficiency, improved productivity, reduced waste, and stronger operational resilience.
Continuous improvement becomes embedded within the organisation’s culture, supporting long-term manufacturing excellence.
Enhancing Accountability and Engagement
SPQRCE in manufacturing promotes accountability by clearly displaying targets, performance data, and operational responsibilities.
This visibility encourages employees and managers to take ownership of their roles and contribute actively towards operational success.
Employees become more engaged when they understand how their contributions impact wider business performance.
The framework also improves teamwork by encouraging collaboration and open communication across departments.
Engaged teams are more likely to identify improvement opportunities and support innovation initiatives.
Greater workforce involvement strengthens problem-solving capabilities and encourages a culture of continuous learning.
This combination of accountability and engagement helps organisations improve both operational performance and employee satisfaction.
Why SPQRCE in Manufacturing Matters
Aligning Operations with Business Goals
SPQRCE in manufacturing helps align operational activities with wider organisational objectives and strategic priorities.
It creates a direct connection between daily production performance and long-term business success.
This alignment ensures that teams remain focused on activities that improve efficiency, quality, and customer satisfaction.
Clear operational direction reduces confusion and supports more consistent decision-making across departments.
Organisations can also adapt more effectively to changing market conditions and customer expectations.
By aligning operational goals with business strategy, organisations improve consistency and long-term competitiveness.
SPQRCE provides a structured framework that supports sustainable operational growth and continuous improvement.
Improving Visibility of Performance
One of the key advantages of SPQRCE is improved visibility into operational performance across manufacturing processes.
Teams can monitor progress in real time and identify deviations from targets more quickly.
This visibility enables faster corrective action and reduces delays in problem resolution.
Operational transparency strengthens accountability and encourages proactive management behaviours.
Managers and employees can make more informed decisions based on accurate and accessible performance data.
Improved visibility also enhances communication between departments and supports stronger collaboration.
Greater transparency ensures that operational priorities remain clear and measurable.
Supporting Data-Driven Decision Making
SPQRCE systems provide valuable operational data that supports informed and evidence-based decision-making.
Managers can analyse trends, identify root causes, and implement targeted improvement actions more effectively.
This reduces reliance on assumptions and improves operational accuracy and consistency.
Both physical and digital SPQRCE systems contribute to structured problem-solving and performance management.
Reliable operational data also improves forecasting, planning, and resource allocation.
Data-driven decision-making enables organisations to respond more effectively to operational challenges and customer demands.
This structured approach supports long-term operational stability and continuous improvement.
Encouraging Standardisation
SPQRCE promotes standardised processes and consistent performance management across manufacturing operations.
Standardisation reduces process variation and improves operational reliability.
Consistent procedures also support improved product quality and safer working practices.
Standardised methods make training more effective and simplify operational communication.
Organisations can scale operations more efficiently when processes are clearly defined and consistently followed.
Improved standardisation also enhances compliance with industry regulations and quality requirements.
This consistency is essential for maintaining operational excellence and customer confidence.
Building a Culture of Continuous Improvement
SPQRCE encourages a culture where continuous improvement becomes part of everyday operational activities.
Employees are encouraged to identify inefficiencies, suggest improvements, and participate in problem-solving activities.
Regular reviews create opportunities for learning, collaboration, and operational development.
This culture promotes innovation and improves organisational adaptability.
Continuous improvement activities help organisations remain competitive in rapidly changing manufacturing environments.
Small operational improvements often lead to significant long-term gains in efficiency and productivity.
By embedding improvement into daily operations, organisations strengthen resilience and long-term performance.
Safety Monitoring in SPQRCE in Manufacturing
Safety is one of the most important elements within the SPQRCE framework and forms the foundation of operational stability.
Manufacturing organisations use SPQRCE systems to monitor incidents, hazards, near misses, and compliance performance.
Regular safety tracking helps identify risks early and supports preventative action before incidents occur.
Visual safety monitoring encourages employees to remain aware of workplace risks and follow established procedures.
Daily safety discussions improve communication and strengthen workforce engagement in maintaining safe operations.
Effective safety monitoring also reduces downtime, improves compliance, and protects employee wellbeing.
Over time, strong safety performance contributes to higher productivity, improved morale, and stronger operational resilience.
A safe working environment also builds trust between employees and management, supporting a positive workplace culture.
People Management Using SPQRCE in Manufacturing
People management is a central component of SPQRCE in manufacturing, focusing on workforce engagement, communication, and development.
Organisations monitor attendance, training completion, employee involvement, and team performance to improve workforce effectiveness.
Strong people management practices help create a more motivated and productive workforce.
Employees who feel supported and valued are more likely to contribute positively to operational improvement initiatives.
SPQRCE encourages collaboration between departments and improves communication across all levels of the organisation.
Training and development activities also ensure that employees have the skills required to perform effectively.
Improved workforce engagement strengthens problem-solving capabilities and supports continuous improvement efforts.
A strong focus on people management contributes to improved morale, lower staff turnover, and better operational performance.

By implementing SPQRCE in manufacturing, organisations can monitor critical operational metrics in real time, enabling faster decision-making and more effective problem-solving across all production activities.This structured framework helps teams remain aligned with both short-term production targets and long-term strategic business objectives.
Quality and Responsiveness Management in SPQRCE
Quality and responsiveness are essential elements within SPQRCE in manufacturing, helping organisations maintain operational consistency while meeting customer expectations.
Quality management focuses on ensuring that products meet defined specifications, compliance requirements, and industry standards throughout the production process.
Manufacturers use SPQRCE systems to monitor defect rates, inspection outcomes, rework levels, and production accuracy in real time.
Consistent quality monitoring reduces waste, improves reliability, and strengthens customer confidence in products and services.
Responsiveness measures how effectively manufacturing teams react to operational issues, customer demands, equipment failures, and production changes.
Improving responsiveness enables organisations to minimise downtime, reduce delays, and maintain stable production performance.
Real-time visibility of operational data allows teams to identify bottlenecks quickly and take corrective action before issues escalate.
SPQRCE also supports cross-department collaboration, helping quality, production, and maintenance teams work together more effectively.
Regular performance reviews encourage continuous improvement and help organisations adapt to changing operational requirements.
By strengthening both quality management and operational responsiveness, manufacturers improve productivity, operational resilience, and long-term competitiveness.
Improving Cost Efficiency Through SPQRCE
Cost efficiency is a key focus of SPQRCE in manufacturing, helping organisations improve profitability while maintaining high operational standards.
SPQRCE provides clear visibility into operational costs, resource utilisation, labour performance, and production efficiency.
Manufacturers can identify waste, unnecessary expenses, and inefficient processes through continuous monitoring and analysis.
Reducing operational waste helps organisations optimise material usage, energy consumption, and production time.
Real-time cost tracking enables teams to respond quickly to financial inefficiencies and implement corrective actions more effectively.
SPQRCE also encourages accountability by helping employees understand how operational decisions impact overall business costs.
Improved process efficiency reduces downtime, increases productivity, and strengthens financial performance.
Cost-focused performance reviews help organisations prioritise improvement initiatives that deliver measurable operational benefits.
By integrating cost management into daily operational routines, manufacturers create a stronger culture of efficiency and continuous improvement.
Long-term cost efficiency supports sustainable growth, improved competitiveness, and stronger operational resilience.
Enhancing Customer Experience with SPQRCE in Manufacturing
Customer experience is an increasingly important part of SPQRCE in manufacturing, ensuring that operations remain aligned with customer expectations and market demands.
Manufacturers use SPQRCE systems to monitor customer feedback, delivery performance, product quality, and service responsiveness.
Understanding customer requirements helps organisations improve products, streamline processes, and strengthen customer relationships.
Consistent product quality and reliable delivery schedules contribute directly to higher customer satisfaction levels.
SPQRCE also supports faster responses to customer enquiries, complaints, and changing operational requirements.
Improved responsiveness demonstrates reliability and helps build long-term trust with customers and stakeholders.
Customer-focused performance monitoring allows organisations to identify service gaps and implement targeted improvements.
Positive customer experiences strengthen brand reputation and improve customer retention in competitive manufacturing sectors.
SPQRCE encourages organisations to balance operational efficiency with customer satisfaction and service quality.
By continuously improving customer experience, manufacturers can strengthen loyalty, improve competitiveness, and support long-term business success.
Tools and Techniques for Implementing SPQRCE
Successful implementation of SPQRCE in manufacturing requires the use of effective tools, structured processes, and continuous performance monitoring techniques.
Visual management boards are commonly used to display operational metrics in a clear and accessible format.
Digital dashboards provide real-time performance data, helping teams monitor production activities and identify issues quickly.
Colour coding, charts, graphs, and status indicators improve visibility and support faster decision-making.
Lean manufacturing techniques such as Kaizen, root cause analysis, and continuous improvement workshops strengthen SPQRCE implementation.
Structured daily review meetings help teams discuss operational challenges, track performance, and identify improvement opportunities.
Standard reporting templates improve consistency and simplify communication across departments.
Training programmes ensure that employees understand how to use SPQRCE tools effectively and interpret operational data accurately.
Advanced digital technologies such as automated reporting systems and analytics platforms further improve operational visibility and efficiency.
Combining physical and digital tools creates a flexible and scalable approach to operational management and continuous improvement.
Key KPIs in SPQRCE for Manufacturing
Key performance indicators are essential within SPQRCE in manufacturing because they provide measurable insights into operational performance and improvement progress.
KPIs help organisations monitor performance across Safety, People, Quality, Responsiveness, Cost, and Experience.
Safety KPIs may include incident frequency rates, near misses, hazard reporting, and compliance performance.
People-related KPIs often focus on employee engagement, attendance, training completion, workforce productivity, and staff retention.
Quality KPIs commonly measure defect rates, scrap levels, customer complaints, and product inspection performance.
Responsiveness KPIs track downtime recovery, production flexibility, issue resolution times, and delivery responsiveness.
Cost efficiency KPIs include operational costs, labour efficiency, waste reduction, and resource utilisation.
Experience-focused KPIs measure customer satisfaction, employee satisfaction, service quality, and delivery reliability.
Regular KPI reviews improve accountability, strengthen decision-making, and support continuous improvement activities.
Trend analysis also helps organisations identify recurring issues, predict future risks, and prioritise operational improvements more effectively.
By monitoring the right KPIs consistently, manufacturers can improve operational control, productivity, and long-term business performance.
Standardising Manufacturing Processes with SPQRCE
Standardisation is a fundamental aspect of understanding what SPQRCE in manufacturing is, ensuring consistency, efficiency, and reliability across all operational activities.
By establishing clear and repeatable procedures, organisations can reduce process variation and improve overall manufacturing stability.
SPQRCE supports the creation of structured workflows that help teams perform tasks consistently and accurately.
This reduces the likelihood of production errors, quality issues, and operational delays.
Standardised processes also improve communication by ensuring that all employees follow the same operational guidelines and expectations.
When procedures are clearly documented, teams can complete tasks more efficiently and with greater confidence.
SPQRCE encourages organisations to continuously review and improve standard operating procedures based on performance data and operational feedback.
This ensures that processes remain effective, relevant, and aligned with changing business requirements.
Standardisation also simplifies employee training and onboarding by providing a clear framework for learning and development.
New employees can adapt more quickly when processes are structured and easy to follow.
Improved consistency across operations strengthens product quality, safety performance, and customer satisfaction.
Ultimately, standardising manufacturing processes through SPQRCE supports long-term operational excellence and sustainable business growth.
The Role of Digital Transformation in SPQRCE Systems
Digital transformation plays a major role in improving SPQRCE systems within modern manufacturing environments.
Advanced digital technologies provide real-time visibility into operational performance, enabling faster and more informed decision-making.
Digital SPQRCE systems improve data accuracy, reduce manual reporting, and enhance operational transparency.
Automation helps organisations streamline workflows, minimise errors, and improve overall productivity.
Cloud-based platforms allow teams to access performance information remotely, improving collaboration across departments and multiple manufacturing sites.
Digital dashboards present operational metrics in a simple and visual format, making it easier for teams to identify issues and respond quickly.
Advanced analytics tools provide deeper insights into trends, risks, and improvement opportunities.
This enables organisations to move from reactive problem-solving towards proactive operational management.
Artificial intelligence and machine learning technologies are also becoming increasingly important within SPQRCE systems.
These technologies support predictive analysis, helping organisations identify potential issues before they affect production performance.
Digital transformation also improves scalability, allowing manufacturers to adapt systems as operations expand.
Overall, digital SPQRCE systems strengthen continuous improvement efforts, improve efficiency, and support long-term manufacturing competitiveness.
Integrating SPQRCE with Manufacturing Business Systems
Integrating SPQRCE with manufacturing business systems is essential for improving operational visibility and organisational efficiency.
Integration enables seamless data sharing between departments such as production, quality, maintenance, logistics, and finance.
This connected approach eliminates information silos and improves collaboration across the organisation.
Real-time integration ensures that operational decisions are based on accurate and consistent data.
Manufacturers can analyse performance across multiple business functions and identify improvement opportunities more effectively.
SPQRCE systems are commonly integrated with ERP, MES, warehouse management, and maintenance management platforms.
This integration improves production planning, inventory control, quality monitoring, and resource allocation.
Integrated systems also support better forecasting and more effective operational planning.
By connecting operational data with business objectives, organisations improve alignment between daily activities and strategic goals.
Integration enhances communication, improves reporting accuracy, and supports faster decision-making.
It also provides greater flexibility and scalability as manufacturing operations continue to grow.
Ultimately, integrated SPQRCE systems strengthen operational control, improve efficiency, and support long-term business success.
Steps to Implement SPQRCE in Manufacturing
Implementing SPQRCE in manufacturing begins with defining clear operational objectives and identifying the key performance areas that require monitoring.
Organisations should establish measurable KPIs across Safety, People, Quality, Responsiveness, Cost, and Experience.
These KPIs should align with wider business goals and operational priorities.
Choosing the appropriate system format is also important, whether physical boards, digital dashboards, or a hybrid approach.
The SPQRCE system should be accessible, visible, and easy for employees to understand and use.
Training is a critical part of successful implementation, ensuring that employees understand the purpose of SPQRCE and how to interpret performance data.
Leadership involvement is essential for encouraging engagement and maintaining consistency across departments.
Daily review meetings help teams monitor operational performance, discuss issues, and identify improvement opportunities.
Clear ownership should be assigned to each performance metric to improve accountability and follow-up actions.
Organisations should regularly review and refine the system based on operational feedback and changing business requirements.
Continuous communication helps maintain employee involvement and strengthens operational discipline.
Over time, SPQRCE becomes integrated into daily operations, supporting continuous improvement and long-term operational excellence.
Challenges in Adopting SPQRCE in Manufacturing
Adopting SPQRCE in manufacturing can present several operational and cultural challenges, particularly during the early stages of implementation.
Resistance to change is one of the most common barriers, especially when employees are unfamiliar with structured performance management systems.
Some teams may initially view SPQRCE as additional administrative work rather than a tool for improvement.
Data accuracy and consistency can also become challenges if reporting processes are not clearly defined.
Without reliable data, organisations may struggle to make informed decisions or identify improvement opportunities effectively.
Training and communication are essential for overcoming these barriers and ensuring successful adoption.
Employees need to understand how SPQRCE supports both operational performance and workforce development.
Strong leadership support helps maintain engagement and encourages teams to follow standardised processes consistently.
Another challenge involves maintaining long-term discipline and ensuring that performance reviews remain effective over time.
Regular audits, feedback sessions, and continuous improvement activities help strengthen system effectiveness.
Organisations must also ensure that digital tools and reporting systems are easy to use and properly integrated.
By addressing these challenges proactively, manufacturers can improve operational resilience and maximise the benefits of SPQRCE.
Leadership’s Role in Successful SPQRCE Implementation
Leadership plays a critical role in ensuring the successful implementation and long-term effectiveness of SPQRCE in manufacturing.
Leaders establish the vision, define expectations, and align SPQRCE objectives with wider business strategies.
Strong leadership helps create consistency across departments and ensures that operational priorities remain clear.
Managers and supervisors are responsible for encouraging accountability and maintaining focus on continuous improvement activities.
Leadership involvement also strengthens employee engagement and encourages greater participation in operational initiatives.
When leaders actively participate in review meetings and improvement discussions, employees are more likely to remain motivated and committed.
Effective leaders provide the necessary resources, tools, training, and support required for successful implementation.
They also promote open communication, collaboration, and problem-solving across teams.
Leadership helps create a culture where employees feel empowered to contribute ideas and identify improvement opportunities.
Regular performance reviews and constructive feedback strengthen operational discipline and maintain momentum.
Strong leadership ensures that SPQRCE becomes embedded within organisational culture rather than remaining a short-term initiative.
Ultimately, leadership drives operational excellence, workforce engagement, and sustainable long-term improvement.
How SPQRCE Supports Continuous Improvement
Continuous improvement is a core principle of SPQRCE in manufacturing, supporting long-term operational development and performance enhancement.
The framework provides clear visibility into operational performance across all key areas, helping teams identify inefficiencies and improvement opportunities.
Regular monitoring enables organisations to detect problems early and implement corrective actions more effectively.
Structured review meetings encourage collaboration, discussion, and systematic problem-solving.
Employees are encouraged to contribute ideas, share feedback, and participate actively in improvement initiatives.
This involvement strengthens accountability and creates a culture of ownership across the organisation.
SPQRCE also supports data-driven decision-making by providing accurate and measurable operational insights.
Trend analysis helps organisations identify recurring issues and prioritise improvement efforts more efficiently.
Small incremental improvements often lead to significant long-term gains in productivity, efficiency, and quality performance.
Continuous improvement activities also improve adaptability, helping organisations respond more effectively to changing market demands and operational challenges.
By embedding improvement into daily operations, SPQRCE strengthens resilience and operational consistency.
Over time, this structured approach supports innovation, competitiveness, and sustainable manufacturing excellence.
Workforce Engagement Through SPQRCE Practices
Workforce engagement is one of the most valuable benefits of implementing SPQRCE in manufacturing.
Employees become actively involved in monitoring performance, identifying issues, and contributing to operational improvements.
This participation increases accountability, ownership, and motivation across all levels of the organisation.
Clear visibility of operational data improves communication and encourages stronger collaboration between teams.
Employees who understand organisational goals are more likely to contribute positively towards achieving them.
Recognition of employee contributions and improvement ideas also strengthens morale and workplace satisfaction.
SPQRCE encourages a culture where employees feel valued, supported, and empowered to make decisions.
Training and development opportunities further improve engagement by helping employees expand their skills and capabilities.
Engaged employees are often more proactive in identifying inefficiencies and suggesting innovative solutions.
This contributes to improved productivity, stronger teamwork, and better operational performance.
Higher workforce engagement also supports employee retention and reduces absenteeism.
Ultimately, an engaged workforce becomes a key driver of continuous improvement and long-term manufacturing success.
Benefits of SPQRCE in Manufacturing
SPQRCE in manufacturing provides a structured and balanced approach to improving operational performance across all areas of production.
By focusing on Safety, People, Quality, Responsiveness, Cost, and Experience, organisations gain greater visibility into day-to-day operations and long-term business performance.
One of the main benefits of SPQRCE is improved operational transparency.
Teams can clearly monitor key metrics, identify issues quickly, and take corrective action before problems escalate.
This proactive approach helps reduce operational disruptions and improves overall manufacturing stability.
SPQRCE also strengthens communication between departments by ensuring that everyone works towards shared operational goals.
Improved collaboration leads to better coordination, faster problem-solving, and stronger team performance.
Another major benefit is enhanced workforce engagement.
Employees become more involved in performance monitoring and continuous improvement activities.
This increases accountability, motivation, and ownership of operational results.
Quality performance also improves through consistent monitoring, structured review processes, and data-driven decision-making.
Manufacturers can reduce defects, minimise rework, and improve customer satisfaction by maintaining higher production standards.
Responsiveness within SPQRCE enables organisations to react more quickly to operational issues, customer demands, and changing market conditions.
Faster response times improve flexibility and reduce the impact of production delays or unexpected disruptions.
Cost efficiency is another significant advantage of implementing SPQRCE.
Organisations can identify waste, optimise resource usage, and improve operational efficiency through continuous monitoring and analysis.
Reducing inefficiencies contributes to improved profitability and stronger financial performance.
SPQRCE also supports safer working environments by improving visibility of workplace risks, incidents, and compliance performance.
Strong safety practices help reduce accidents, minimise downtime, and improve employee wellbeing.
The focus on experience within SPQRCE strengthens both customer and employee satisfaction.
Positive experiences improve customer loyalty, workforce morale, and overall organisational reputation.
Over time, SPQRCE helps organisations build a culture of continuous improvement, operational discipline, and long-term sustainability.
Manufacturers that successfully implement SPQRCE often achieve higher productivity, stronger competitiveness, and improved resilience in rapidly changing markets.
Future Trends in SPQRCE and Visual Management in Manufacturing
The future of SPQRCE in manufacturing is closely connected to ongoing technological innovation and the growing use of digital manufacturing systems.
Organisations are increasingly adopting advanced visual management tools to improve operational visibility and decision-making capabilities.
Digital dashboards and cloud-based SPQRCE systems are becoming more common across modern manufacturing environments.
These technologies provide real-time access to performance data, enabling teams to monitor operations more effectively.
Automation will continue to play an important role in the future development of SPQRCE systems.
Automated reporting and data collection reduce manual effort, improve accuracy, and support faster operational responses.
Artificial intelligence and machine learning technologies are also expected to transform SPQRCE performance management.
These systems can analyse large volumes of operational data and identify patterns that may not be visible through traditional analysis methods.
Predictive analytics will help manufacturers identify potential equipment failures, production bottlenecks, and quality issues before they occur.
This proactive approach improves operational reliability and reduces unplanned downtime.
Future SPQRCE systems are also likely to become more interactive and user-friendly.
Mobile access, touch-screen dashboards, and integrated communication tools will improve accessibility and workforce collaboration.
Remote monitoring capabilities will allow managers and teams to access operational information from multiple locations in real time.
Sustainability and environmental performance are expected to become increasingly important within SPQRCE frameworks.
Manufacturers will monitor energy usage, emissions, waste reduction, and sustainable resource management alongside traditional operational metrics.
Greater integration between SPQRCE systems and enterprise technologies such as ERP, MES, and IoT platforms will further improve operational efficiency.
Connected systems will provide more accurate data, stronger analytics, and improved coordination across business functions.
Visual management practices will continue evolving to support faster communication, improved workforce engagement, and more effective problem-solving.
Augmented reality and smart manufacturing technologies may also become integrated into future visual management systems.
These innovations will help employees interact with operational data more effectively and improve workplace efficiency.
Manufacturers that embrace these future trends will become more agile, competitive, and resilient in increasingly complex global markets.
As technology continues to advance, SPQRCE will remain a valuable framework for supporting operational excellence, continuous improvement, and sustainable manufacturing growth.