What Is IoT-Enabled OEE Software and How Does It Work?
IoT-enabled OEE software combines the power of the Internet of Things (IoT) with Overall Equipment Effectiveness (OEE) measurement to help businesses improve machine performance and productivity. It provides real-time data tracking and analysis to monitor equipment efficiency, helping teams identify issues and reduce downtime.

1. Understanding IoT-Enabled OEE
OEE is a metric used to measure the productivity of equipment by looking at availability, performance, and quality. When IoT is added to the equation, machines are connected to sensors and devices that automatically collect data on how well they are operating. This removes the need for manual recording and provides more accurate, up-to-date insights.
2. How It Works
IoT-enabled OEE software gathers data from machines in real time. These smart devices send signals about machine status, output, downtime, and errors directly to the software. The system then calculates OEE percentages and highlights areas that are underperforming. Visual dashboards and alerts allow teams to quickly respond to problems and make informed decisions.
3. Benefits for Operations
This type of software helps businesses reduce waste, increase efficiency, and improve equipment reliability. With real-time visibility into operations, teams can act faster, reduce maintenance delays, and spot trends that lead to performance loss. Over time, this supports a culture of continuous improvement and better use of resources.
In summary, IoT-enabled OEE software offers a smart way to track machine effectiveness, using real-time data to boost productivity and reduce operational costs.
How IoT-Enabled OEE Software Works
IoT-enabled OEE (Overall Equipment Effectiveness) software integrates Internet of Things (IoT) technology with manufacturing systems to automatically collect, analyse, and visualise production data in real time.
Sensor Integration: IoT sensors and devices are installed on machines to monitor key parameters like runtime, downtime, production count, speed, temperature, and energy usage.
Data Transmission: These sensors transmit data continuously through IoT gateways to a centralised OEE software platform, often via cloud or local networks.
Real-Time Analytics: The software processes this data to calculate OEE metrics — Availability, Performance, and Quality — in real time, eliminating manual entry and errors.
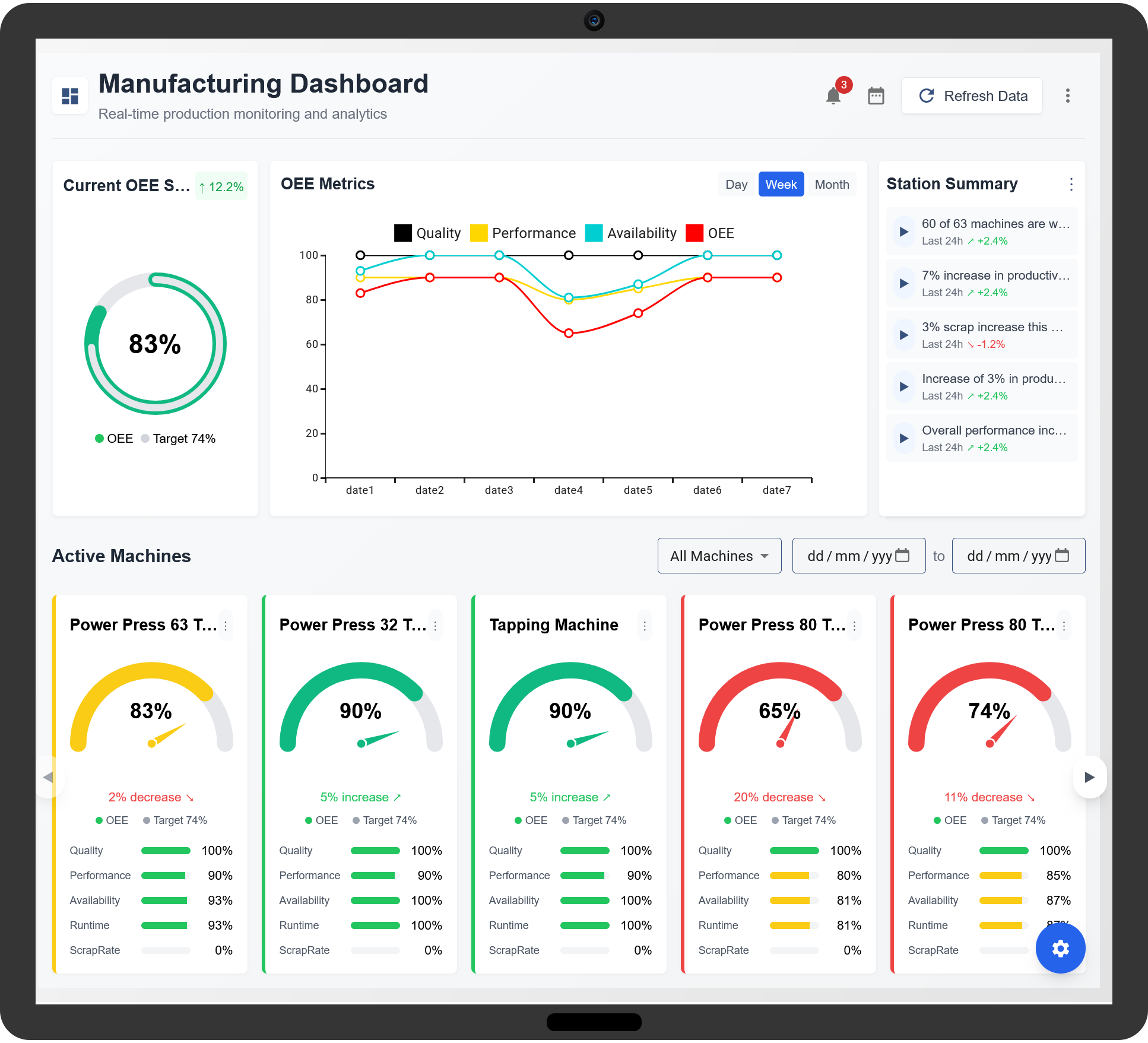
Visualisation Dashboards: Interactive dashboards display live machine statuses, production efficiency, and loss analysis, enabling quicker decisions and proactive maintenance.
Alerts and Insights: The system can trigger alerts for anomalies (e.g., unexpected downtime) and generate insights for continuous improvement and predictive maintenance.
Integration with Other Systems: IoT-enabled OEE software often integrates with ERP, MES, and CMMS for holistic manufacturing intelligence and decision-making.
The Role of IoT Sensors in Capturing Real-Time Machine Data
IoT sensors play a key role in capturing real-time machine data, helping businesses improve performance, reduce downtime, and make smarter decisions. These sensors are small, smart devices that gather and send accurate information from machines directly to monitoring systems, providing live updates on equipment health and performance.
1. What Do IoT Sensors Do?
IoT sensors are designed to measure various factors such as temperature, vibration, pressure, speed, and energy use. When attached to machines, they detect changes in operating conditions and instantly transmit this data to a central system. This removes the need for manual checks and ensures continuous monitoring.
2. How They Enable Real-Time Data Collection
These sensors are connected through wireless or wired networks, allowing them to share information as it happens. This real-time data allows operators to monitor machines from a distance, receive instant alerts when something goes wrong, and respond quickly before small issues become bigger problems.
3. The Benefits of Using IoT Sensors
With accurate, live data, businesses can track performance more closely, identify faults early, and carry out predictive maintenance. This reduces unplanned stoppages, lowers repair costs, and extends the life of machinery. It also helps improve overall efficiency and ensures production targets are met more reliably.
In short, IoT sensors are vital tools in modern operations, offering real-time insights that support better decision-making and smoother day-to-day performance.
How IoT Transforms Traditional OEE Tracking into a Smart System
Traditional OEE tracking often depends on manual input, spreadsheets, and delayed reports. With the rise of IoT, this approach is being replaced by smart systems that provide real-time insights and automation. IoT transforms Overall Equipment Effectiveness (OEE) tracking into a faster, more accurate, and more efficient process.
1. From Manual to Automated Data Collection
In the past, OEE data was gathered by operators noting machine run times, stoppages, and defects by hand. This method was not only time-consuming but often led to human error. IoT-enabled systems now use connected sensors to automatically collect this information as it happens, reducing the risk of mistakes and saving valuable time.
2. Real-Time Visibility and Smart Alerts
IoT technology allows businesses to monitor machines continuously. Real-time dashboards show key metrics like availability, performance, and quality, giving teams immediate insight into machine health. Smart alerts can be set up to notify managers when performance drops or a machine needs attention, helping avoid unplanned downtime.
3. Data-Driven Decisions and Predictive Maintenance
With constant data flow, businesses can spot trends and make smarter decisions. Predictive maintenance becomes easier as IoT systems identify issues before they become failures. This reduces repair costs and keeps production running smoothly.
In summary, IoT turns traditional OEE tracking into a smart system by automating data collection, improving accuracy, and enabling faster, more informed decisions that boost overall efficiency.
Understanding the Key Metrics: Availability, Performance, and Quality
When it comes to measuring the effectiveness of machinery and production systems, three key metrics stand out: Availability, Performance, and Quality. These metrics form the foundation of Overall Equipment Effectiveness (OEE), a widely used system for tracking equipment productivity. Let’s take a closer look at each of these metrics and how they contribute to operational success.
1. Availability
Availability measures the percentage of time that a machine or system is actually running compared to the total scheduled operating time. It takes into account any downtime due to equipment failures or maintenance. Maximising availability means reducing unplanned downtime, ensuring machines are ready for production when needed, and minimising delays caused by technical issues.
2. Performance
Performance focuses on the speed at which a machine operates compared to its ideal production speed. It helps identify whether equipment is running at its full potential or if there are inefficiencies such as slowdowns, delays, or underperformance. High performance indicates that the equipment is operating at an optimal rate, producing as much as possible within the available time.
3. Quality
Quality measures the number of good units produced versus the total number of units produced. It accounts for defects or rework needed, helping to assess the effectiveness of production processes. Maintaining high quality means fewer errors, waste, and reprocessing, ultimately leading to a more cost-effective and efficient operation.
In summary, these three metrics—Availability, Performance, and Quality—are crucial for understanding machine efficiency. By closely monitoring and improving each of these areas, businesses can enhance productivity, reduce waste, and optimise their operations.
How Real-Time Monitoring Improves Production Line Visibility
Real-time monitoring plays a crucial role in enhancing production line visibility, providing businesses with up-to-the-minute insights into their operations. By capturing data as it happens, it allows companies to make quicker, more informed decisions that improve efficiency, reduce downtime, and optimise overall productivity.
1. Instant Data Access for Smarter Decision-Making
Real-time monitoring systems use sensors and connected devices to gather data directly from machines and production lines. This continuous flow of information enables operators and managers to track performance instantly. With live updates on machine status, downtime, production rates, and quality, businesses can make immediate adjustments, avoiding delays and improving overall operations.
2. Reducing Downtime and Identifying Bottlenecks
Real-time monitoring helps to detect issues before they escalate into larger problems. When a machine begins to slow down or a production process is interrupted, alerts are triggered, allowing teams to intervene quickly. This helps minimise unplanned downtime and ensure smooth production. Additionally, it highlights potential bottlenecks, allowing for quick corrective actions to maintain a steady workflow.
3. Enhanced Performance and Continuous Improvement
With real-time monitoring, companies can gather valuable data on performance trends over time. By analysing this data, businesses can identify patterns, track inefficiencies, and implement improvements. This ongoing process of monitoring and refining helps companies continuously optimise their production lines, boost efficiency, and maintain high standards of quality.
In summary, real-time monitoring significantly enhances production line visibility, enabling faster problem resolution, reducing downtime, and driving continuous improvements in productivity and efficiency.
Reducing Downtime with Instant Alerts and Live Equipment Feedback
Minimising downtime is essential for maintaining productivity and profitability in any business. Instant alerts and live equipment feedback play a key role in achieving this goal by allowing teams to react quickly to issues as they arise. With real-time monitoring systems, businesses can identify and address potential problems before they lead to unplanned stoppages, reducing overall downtime and improving efficiency.
1. Instant Alerts: Early Detection of Issues
Instant alerts are one of the most effective ways to reduce downtime. When equipment malfunctions or a problem arises, these alerts notify the relevant personnel immediately. This quick response time allows for faster troubleshooting and resolution, preventing minor issues from escalating into costly, prolonged breakdowns. Alerts can be customised for specific thresholds, ensuring that teams are notified only when necessary, streamlining the process.
2. Live Equipment Feedback for Ongoing Monitoring
Live equipment feedback provides continuous updates on the condition and performance of machines. By tracking metrics such as temperature, speed, pressure, and vibration, businesses can get an accurate picture of equipment health. This feedback enables proactive maintenance, so machines can be serviced before they fail, reducing unplanned downtime and extending equipment life.
3. Improving Overall Equipment Effectiveness (OEE)
By combining instant alerts with live feedback, businesses can significantly improve their Overall Equipment Effectiveness (OEE). Real-time data allows teams to identify inefficiencies, optimise performance, and keep machines running smoothly. The ability to act quickly on alerts ensures that production schedules are maintained and operational costs are kept under control.
In summary, leveraging instant alerts and live equipment feedback is a powerful strategy for reducing downtime, enhancing productivity, and optimising equipment performance in any organisation.
Why Manufacturers Are Turning to IoT for Better Efficiency Tracking
Manufacturers are increasingly adopting Internet of Things (IoT) technology to improve efficiency tracking and optimise their operations. By connecting machines, sensors, and devices, IoT enables real-time monitoring of production processes, providing valuable insights that help businesses streamline workflows, reduce costs, and boost productivity.
1. Real-Time Data for Better Decision-Making
IoT-enabled systems collect real-time data from machines and equipment, allowing manufacturers to track performance, identify issues, and make informed decisions instantly. With continuous monitoring, businesses can identify areas of inefficiency and act quickly to resolve problems, improving overall operational efficiency and preventing costly downtime.
2. Predictive Maintenance to Reduce Downtime
One of the key benefits of IoT in manufacturing is predictive maintenance. By analysing data from IoT sensors, businesses can predict when a machine is likely to fail and perform maintenance before it happens. This proactive approach reduces unplanned downtime, extends the life of equipment, and ensures smoother production processes.
3. Optimising Production and Minimising Waste
IoT allows manufacturers to monitor every stage of the production process, ensuring that operations run at peak efficiency. By tracking key performance indicators (KPIs) such as machine speed, material usage, and energy consumption, businesses can reduce waste, improve product quality, and maximise throughput.
IoT technology is revolutionising the way manufacturers track efficiency. By providing real-time data, enabling predictive maintenance, and optimising production, IoT helps businesses stay competitive in today’s fast-paced manufacturing landscape.
How IoT-Driven OEE Software Helps Predict Maintenance Needs
IoT-driven Overall Equipment Effectiveness (OEE) software is transforming the way businesses approach maintenance by enabling predictive capabilities that enhance machine uptime and reduce costly unplanned repairs. By using connected sensors and real-time data, this software helps organisations stay ahead of potential equipment failures, ensuring smoother operations and lower maintenance costs.
1. Continuous Monitoring for Early Detection
IoT sensors installed on machinery collect data on vital equipment parameters, such as temperature, pressure, vibration, and speed. This data is transmitted to OEE software, which continuously monitors the machine's performance. By comparing this data to ideal operating conditions, the software can detect early signs of wear or malfunction, allowing maintenance teams to intervene before an issue escalates into a breakdown.
2. Predictive Analytics for Smarter Maintenance Scheduling
OEE software uses advanced analytics to identify patterns in machine behaviour. By analysing historical data and trends, the software predicts when a machine is likely to fail based on factors like usage frequency and performance degradation. This predictive capability enables businesses to schedule maintenance activities proactively, avoiding costly downtime and extending the life of equipment.
3. Minimising Unplanned Downtime and Optimising Productivity
By predicting when equipment needs maintenance, businesses can plan repairs during scheduled downtime rather than in the middle of production. This reduces unplanned interruptions, keeps production lines running smoothly, and optimises productivity. Ultimately, IoT-driven OEE software helps businesses achieve a balance between cost-effective maintenance and maximum operational efficiency.
In summary, IoT-driven OEE software offers a powerful tool for predicting maintenance needs, improving equipment reliability, and boosting overall operational efficiency.
Connecting Machines, People, and Data for Smarter Decision-Making
In today's fast-paced business environment, the ability to make informed decisions quickly is more critical than ever. One of the most effective ways to improve decision-making is by connecting machines, people, and data. By integrating these elements, organisations can unlock valuable insights, enhance collaboration, and drive smarter, data-driven decisions.
1. Real-Time Data from Connected Machines
Machines equipped with IoT sensors can generate real-time data, providing businesses with up-to-the-minute information about their operations. This data includes key metrics such as machine performance, temperature, speed, and even potential malfunctions. By continuously monitoring these variables, businesses can identify issues as they arise and take immediate corrective actions to maintain optimal performance.
2. Empowering People with Access to Data
When people across the organisation have access to accurate, real-time data, they can make decisions based on facts, not assumptions. This transparency encourages better collaboration between departments, as teams can align their actions based on shared insights. Access to data helps workers at every level—from operators to managers—make quicker and more informed decisions that lead to improved operational efficiency.
3. Enhancing Decision-Making with Data Insights
With the right systems in place, the data generated by machines can be analysed to uncover patterns and trends. Predictive analytics can help anticipate problems, streamline processes, and optimise production. By combining human expertise with data insights, businesses can make smarter decisions that improve productivity, reduce costs, and drive continuous improvement.
In conclusion, connecting machines, people, and data enables businesses to make more informed, proactive decisions that drive operational success and enhance overall efficiency.
Integrating IoT OEE Software with Existing Factory Systems
Integrating IoT-driven Overall Equipment Effectiveness (OEE) software with existing factory systems can significantly enhance manufacturing processes, boosting efficiency and reducing downtime. By connecting IoT sensors, machinery, and software, manufacturers gain real-time insights into machine performance, enabling more informed decision-making and proactive maintenance strategies.
1. Seamless Data Flow Between Systems
One of the key benefits of IoT OEE software is its ability to seamlessly integrate with existing factory systems, such as Enterprise Resource Planning (ERP) and Manufacturing Execution Systems (MES). This integration allows for smooth data flow between the different systems, ensuring that critical performance data from machines is easily accessible to managers and operators. This connectivity ensures that all departments are aligned and working with up-to-date information.
2. Real-Time Monitoring and Alerts
By integrating IoT OEE software with current factory systems, businesses can enable real-time monitoring and alerts. If a machine is underperforming or showing signs of potential failure, the software can immediately notify the maintenance team. This proactive approach helps to reduce unplanned downtime, allowing for quick repairs and minimal disruption to production schedules.
3. Improving Decision-Making and Optimising Production
Integrating IoT OEE software enhances decision-making by providing comprehensive, real-time data on machine performance, operational efficiency, and production quality. With these insights, manufacturers can make better-informed decisions on process improvements, equipment upgrades, and resource allocation, ultimately optimising production efficiency and reducing costs.
In summary, integrating IoT OEE software with existing factory systems streamlines operations, provides real-time data insights, and empowers manufacturers to optimise performance and improve overall productivity.
The Benefits of Cloud-Based Dashboards for Monitoring OEE Metrics
Cloud-based dashboards offer a powerful solution for monitoring Overall Equipment Effectiveness (OEE) metrics, providing businesses with real-time visibility and insights into machine performance. By leveraging cloud technology, organisations can streamline their operations, improve decision-making, and enhance overall productivity. Here’s how cloud-based dashboards are transforming OEE tracking and management.
1. Real-Time Access to Data
Cloud-based dashboards provide immediate access to OEE metrics from any location, at any time. With real-time data on machine performance, production downtime, and efficiency levels, managers and operators can make informed decisions quickly. This instant access to critical information ensures that issues can be addressed promptly, minimising downtime and maximising production efficiency.
2. Centralised Data for Better Decision-Making
By consolidating OEE data from multiple machines and production lines into a single cloud-based platform, businesses can view a comprehensive overview of their operations. This centralised approach allows for better analysis and comparison of performance across different areas, enabling managers to identify trends, pinpoint inefficiencies, and make data-driven decisions to optimise production.
3. Scalability and Flexibility
Cloud-based dashboards offer scalability, meaning they can grow with your business needs. Whether you have a small production line or a large manufacturing facility, cloud technology can easily accommodate additional machines and data points without the need for costly infrastructure upgrades. This flexibility ensures that OEE monitoring can adapt as your business expands.
In conclusion, cloud-based dashboards for monitoring OEE metrics offer real-time access, centralised data, and scalability, providing businesses with the tools they need to enhance efficiency and drive continuous improvement in their operations.
Improving Production Through Continuous Data-Driven Insights
In today’s competitive manufacturing environment, data-driven insights are vital for improving production processes. By continuously gathering and analysing data from machines, equipment, and operations, businesses can optimise efficiency, reduce waste, and enhance product quality. Leveraging these insights allows companies to make informed decisions that drive better outcomes on the production floor.
1. Real-Time Data for Quick Decisions
Continuous data collection allows businesses to access real-time performance metrics, enabling them to make quicker, more informed decisions. For example, monitoring machine performance in real-time can reveal potential issues before they lead to downtime. This proactive approach reduces the risk of unplanned interruptions, helping to keep production lines running smoothly.
2. Identifying Trends and Areas for Improvement
With continuous data analysis, companies can identify trends that highlight areas for improvement. Whether it's inefficiencies in production, recurring machine failures, or quality issues, data insights help businesses pinpoint the root cause of problems. By addressing these areas, manufacturers can optimise their processes and improve overall production efficiency.
3. Enhancing Quality Control
Continuous data monitoring also plays a crucial role in quality control. By tracking performance metrics like speed, material usage, and defect rates, businesses can ensure that production stays within desired parameters. This data-driven approach helps maintain consistent product quality while reducing waste and rework.
Using continuous data-driven insights in production allows businesses to improve efficiency, minimise downtime, and maintain high-quality standards, leading to greater overall success and competitiveness in the market.
From Reactive to Proactive: How IoT Changes Maintenance Strategies
Traditionally, maintenance strategies in manufacturing have been reactive, where issues are addressed only when equipment breaks down. However, with the rise of the Internet of Things (IoT), businesses are shifting towards a more proactive approach. IoT-enabled devices and sensors provide real-time insights into machine performance, allowing companies to anticipate problems before they occur and take action to prevent costly downtime.
1. Predicting Failures Before They Happen
IoT sensors continuously monitor key machine parameters such as temperature, vibration, and pressure. By analysing this real-time data, businesses can identify patterns that indicate potential failures. This predictive capability enables maintenance teams to address issues before they lead to equipment breakdowns, thus avoiding unplanned downtime and reducing repair costs.
2. Optimising Maintenance Schedules
With IoT technology, maintenance schedules can be optimised based on real-time data rather than relying on a fixed timetable or reactive repairs. For example, if a machine is operating at peak efficiency and shows no signs of wear, maintenance can be delayed, saving time and resources. This data-driven approach ensures that maintenance is performed only when necessary, making operations more efficient and cost-effective.
3. Extending Equipment Lifespan
Proactive maintenance driven by IoT data also helps extend the lifespan of equipment. By addressing issues early and preventing excessive wear and tear, businesses can ensure their machinery remains in optimal condition for longer. This results in fewer replacements and lower long-term costs.
IoT technology is transforming maintenance strategies from reactive to proactive, helping businesses save money, reduce downtime, and extend the life of their equipment.
Ensuring Data Accuracy and Security in IoT OEE Systems
In today's industrial landscape, IoT-enabled Overall Equipment Effectiveness (OEE) systems provide invaluable insights into machine performance, production efficiency, and downtime. However, to fully leverage these systems, ensuring data accuracy and security is paramount. Accurate data allows for informed decision-making, while robust security protects sensitive information from potential breaches.
1. Ensuring Data Accuracy with Quality Sensors
The foundation of accurate OEE data lies in the quality of the IoT sensors deployed on machines. High-quality sensors that are properly calibrated are essential for capturing precise metrics such as machine speed, availability, and performance. Regular calibration and maintenance of these sensors ensure consistent and reliable data, minimising the risk of errors that could lead to incorrect conclusions or decisions.
2. Data Validation and Error Checking
To further ensure data accuracy, it's crucial to implement validation processes that check for anomalies and outliers in the data. By setting predefined thresholds for acceptable performance metrics, companies can quickly identify when data deviates from expected values. Automated error checking processes can flag issues, enabling timely intervention before any operational impact occurs.
3. Securing Data with Robust Encryption
Data security is equally important in IoT OEE systems, as the data captured from machines can be sensitive. To protect against potential cyber threats, it is vital to use strong encryption methods for data transmission. Additionally, securing cloud storage and ensuring that only authorised personnel have access to the data further safeguards against breaches.
Maintaining both the accuracy and security of data in IoT OEE systems is essential for ensuring reliable performance tracking and protecting valuable operational insights from external threats.
Case Studies: How UK Manufacturers Are Boosting OEE with IoT Solutions
In recent years, UK manufacturers have increasingly turned to Internet of Things (IoT) solutions to enhance their Overall Equipment Effectiveness (OEE). By implementing IoT sensors and smart technology, businesses are gaining real-time insights into machine performance, improving operational efficiency, and reducing downtime. Below are some examples of how IoT is transforming manufacturing processes in the UK.
1. Reducing Downtime in Automotive Manufacturing
A leading UK automotive manufacturer integrated IoT sensors into their production line to monitor the performance of key machinery. By collecting real-time data, they were able to predict when machines were likely to fail and schedule preventive maintenance before breakdowns occurred. This proactive approach resulted in a significant reduction in unplanned downtime and increased OEE by over 20% within the first year.
2. Optimising Production in Food Manufacturing
In the food manufacturing sector, a major UK producer adopted IoT-enabled OEE software to track production speed, equipment availability, and quality. By identifying bottlenecks and monitoring machine performance, the company was able to optimise workflows and improve production efficiency. This not only boosted OEE but also enhanced product consistency, leading to higher customer satisfaction and reduced waste.
3. Improving Efficiency in Packaging
A UK-based packaging company implemented IoT sensors to monitor and analyse equipment performance across its production lines. The data collected allowed them to quickly identify inefficiencies and optimise machine settings, leading to smoother operations. As a result, the company increased their OEE and reduced operational costs, while maintaining high-quality standards.
These case studies demonstrate the potential of IoT solutions in improving OEE for UK manufacturers. By leveraging real-time data, businesses can optimise performance, minimise downtime, and achieve higher production efficiency.